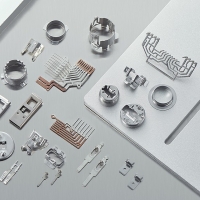
金属嵌件注塑件在注塑时出现产品不良的情况有很多种,包括溢边、填充不足、气泡、龟裂、喷流纹和熔接痕等等。金属冲压厂家也都在实际生产过程中总结了经验,能够针对不同的问题,做出正确合适的措施。此文主要讲注塑件产生喷流纹之后有什么措施可以处理的。
喷流纹是从浇口沿着流动方向,弯曲如蛇行一样的痕迹。它是由于树脂由浇口开始的注射速度过高所导致。
1,扩大烧四横截面或调低注射速度都是可选择的措施。
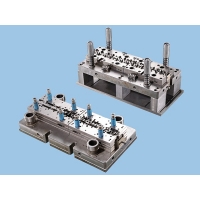
2,提高模具温度,也能减缓与型腔表面接触的树脂的冷却速率,这对防止在充填初期形成表面硬化皮,也具有良好的效果。
以上内容就分享到这里,如果想要了解更多关于嵌件注塑的相关知识,请关注我们,浙江屹纬精密,位于浙江湖州,精密金属冲压、拉伸成型、精密注塑的生产厂家。